| 緯亞電子 | SMT專業貼片加工為您提供最適合的解決方案 |





公司地址:昆山市周市鎮宋家港路259號
公司電話Tel:0512-50139595
電子郵件Email: steven@pcbvia.com
測試及修補
通常使用桌上小型測試工具來偵測元件或製程缺失是相當不準確且費時的,測試方式必須在設計時就加以考慮進去。例如,如要使用ICT測試時就要考慮在線路上,設計一些探針能接觸的測試點。測試系統內有事先寫好的程式,可對每一元件的功能加以測試,可指出那一元件是故障或是放置錯誤,並可判別焊錫接點是否良好。在偵測錯誤上還應包含元件接點間的短路,及接腳和焊墊之間的空焊等現象。
若是測試探針無法接觸到線路上每一共通的接點(common junction)時,則要個別量測每一元件是無法辦到的。特別是針對微細腳距的組裝,更需要依賴自動化測試設備的探針,來量測所有線路上相通的點或元件間相聯的線。若是無法這樣做,那退而求其次致少也要通過功能測試才可以,不然只有等出貨後顧客用壞了再說。
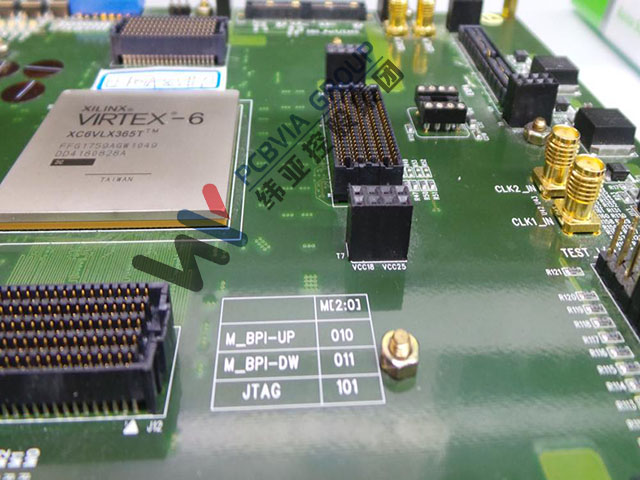
ICT測試是依不用產品製作不同的冶具及測試程式,若在設計時就考慮到測試的話,那產品將可以很容易的檢測每一元件及接點的品質。(圖二)所示為可以目視看到的焊錫接點不良。然而,錫量不足及非常小的短路則只有依賴電性測試來檢查。
由於一面及二面的元件密度可能完全相同,所以傳統所使用的測試方式可能無法偵測全部錯誤。儘管在高密度微細腳距的PC板上有小的導通孔(via)墊可供探針接觸,但一般仍會希望加大此導通孔墊以供使用。
決定有效率之組裝
對所有的產品都提供相同的組裝程序是不切實際的。對於不同元件、不同密度及複雜性的產品組裝,至少會使用二種以上的組裝過程。至於更困難的微細腳距元件組裝,則需要使用不同的組裝方式以確保效率及良率。
整個產品上元件密度的升高及高比率使用微細腳距元件都將使得組裝(測試及檢視)的困難度大幅提高。有些方式可供選擇:表面黏著元件在單面或雙面、表面黏著元件及微細腳距元件在單面或雙面。
當製程複雜度升高時,費用也隨之上升。舉例說明,在設計微細腳距元件於一面或雙面之前,設計者必須了解到此一製程的困難度及所需費用。另一件則是混載製程。PC板通常都是採用混載製程,也就是包含了穿孔元件在板子上。在一自動化生產線上,表面黏著元件是以迴焊為主要方式,而有接腳的元件則是以波峰焊錫法為主。在這時有接腳的元件,就必須等迴焊元件都上完後再進行組裝。
迴焊焊接
迴焊焊接是使用錫、鉛合金為成份的錫膏。這錫膏再以非接觸的加熱方式如紅外線、熱風等,將其加熱液化。波峰焊錫法可用來焊接有接腳元件及部份表面黏著元件,但要注意的是,這些元件必須先以環氧樹脂固定,才能暴露在熔融的錫爐裡。以下幾種連線生產方式可供參考:迴焊焊接、雙面迴焊焊接、迴焊/波峰焊錫、雙面迴焊/波峰焊錫、雙面迴焊/選擇性波峰焊錫等方式。
迴焊/波峰焊錫及雙面迴焊/波峰焊錫,需要先用環氧樹脂將二面的表面黏著元件全部固定起來(元件會暴露在熔融的錫中)。設計者在使用主動元件於波峰焊錫中要特別的注意。
選擇性波峰焊錫法,是先用簡單的冶具將先前以迴焊方式裝上的元件遮蔽起來,再去過錫爐。這種方式可以把元件以冶具保護起來,只露出部份選擇性區域來通過熔融的錫。這方法還需要考慮到兩種不同的元件(表面黏著元件及插件式元件)之間的距離,是否能確保足夠的流錫能不受限制的流到焊點。較高的元件(高於3mm)好是放到一面,以免增加冶具的厚度
魯柏特方式(Ruppert process)提供製程工程師,一次就將迴焊元件及插件式元件焊接好的方式。將一計算過的錫膏量放置到每一穿孔焊墊的四周。當錫膏熔化時會自動流入穿孔內, 填滿孔穴並完成焊接接點。當使用這種方式時元件必須要能承受迴焊時的高溫。
 本文《SMT製程設計-3》由昆山緯亞電子有限公司發布在分類[企業新聞],未經許可,嚴禁轉載發布。
本文《SMT製程設計-3》由昆山緯亞電子有限公司發布在分類[企業新聞],未經許可,嚴禁轉載發布。
上一篇:SMT製程設計-2
下一篇:SMT印制板設計質量的審核(一)